Oznaczenia powłok galwanicznych
W niniejszym kompendium podano europejskie wymagania dotyczące elektrolitycznych powłok niklowych, nikiel-chrom, miedź-nikiel i miedź-nikiel-chrom, nałożonych na żelazo i stal, stopy cynku, miedź i stopy miedzi, w celu uzyskania wyglądu dekoracyjnego i odporności korozyjnej.
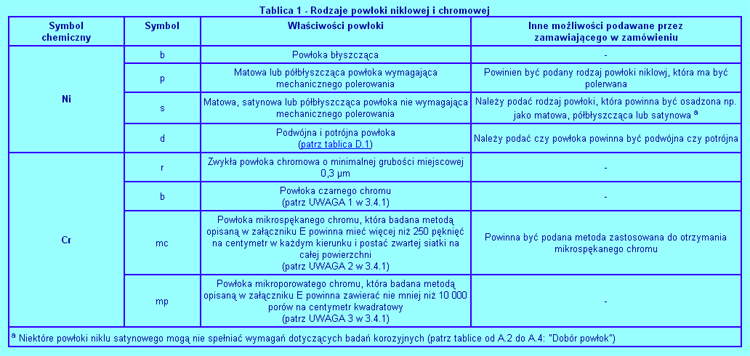 |
| Tablica 1 - Rodzaje powłoki niklowej i chromowej |
Ponadto wprowadzono, drogą datowanego lub niedatowanego powołania, postanowienia zawarte w innych puplikacjach. Te powołania normatywne znajdują się w odpowiednich miejscach w tekście kompendium, a wykaz publikacji podano poniżej.
EN 1403:1998, Corrosin protection of metals - Electrodeposited coatings - Method of specifying general requirements.
EN ISO 1462, Metallic coatings - Coatings other than those anodic to the basis metal - Accelerated corrosion tests - Method for the evaluation of results (ISO 1462:1973).
EN ISO 1462, Metallic and oxide coatings - Measurement of coatings thickness - Microscopical method (ISO 1462:1982).
EN ISO 2177, Metallic coatings - Measurement of coatings thickness - Coulometric method anodic dissolution (ISO 2177:1985).
EN ISO 2361, Electrodeposited nickel coatings on magnetic and non-magnetic substrates - Measurement of coating thickness - Magnetic method (ISO 2361:1982).
EN ISO 2819, Metallic coatings on metallic substrates - Electrodeposited and chemically deposited coatings - Review of methods available for testing adhesion (ISO 2819:1980)
prEN ISO 3497:1999 Metallic coatings - Measurement of coatings thickness - X-ray spectrometric methods (ISO/DIS 3497:1998).
1 Definicje
W niniejszym kompendium są stosowane definicje podane w ISO 2064:1996. Zostały one tutaj powtórzone dla ułatwienia.
1.1 powierzchnia istotnie ważna: Część wyrobu pokryta lub przeznaczona do pokrycia powłoką, która jest niezbędna ze względu na jej właściwości użytkowe i/lub wygląd, i która musi spełniać wszystkie stawiane jej wymagania. [iso 2064:1996]
1.2 powierzchnia pomiaru: Obszar powierzchni istotnie ważnej, na którym wykonuje się pojedynczy pomiar.
Dla poszczególnych metod "powierzchnia pomiaru" jest określona w następujący sposób:
a) dla metod analitycznych, obszar z którego usunięto powłokę;
b) dla metody roztwarzania anodowego, obszar otoczony przez pierścień uszczelniający;
c) dla metody mikroskopowej, pole widzenia przy określonym powiększeniu (patrz ISO 1463);
d) dla metod nieniszczących, obszar badania lub obszar wpływający na odczyt. [ISO 2064:1996]
1.3. obszar odniesienia: Obszar wewnątrz którego wymagane jest wykonanie określonej liczby pojedynczych pomiarów. [ISO 2064:1996]
1.4 grubość miejscowa: Średnia z pomiarów grubości, których wymaganą liczbę wykonano wewnątrz obszaru odniesienia. [ISO 2064:1996]
1.5 minimalna grubość miejscowa: Najmniejsza wartość spośród grubości miejscowych stwierdzona na powierzchni istotnie ważnej pojedynczego wyrobu. [ISO 2064:1996]
1.6 maksymalna grubość miejscowa: Największa wartość spośród grubości miejscowych stwierdzona na powierzchni istotnie ważnej pojedynczego wyrobu. [ISO 2064:1996]
1.7 grubość średnia: Wartość uzyskana metodami analitycznymi lub wartość średnia z określonej liczby pomiarów grubości miejscowej w punktach rozmieszczonych równomiernie na powierzchni istotnie ważnej.
UWAGA: W przypadku wyrobów pokrywanych w dużych ilościach, w wymaganiach technicznych może być podana konieczność określenia wartości grubości średniej dla całej partii. W takich przypadkach powinno być znane odchylenie standardowe, aby można było określić, dla jakiej części partii, wartość grubości leży poniżej uzyskanej grubości średniej.
[ISO 2064:1996]
2 Informacje podawane przez zamawiającego
2.1 Informacje zasadnicze
Zamawiający powinien podać następujące informacje:
a) oznaczenie (patrz rozdział 3) poszczególnej wymaganej powłoki;
b) wymagania dotyczące obróbki cieplnej przed i/lub po osadzeniu elektrolitycznym (patrz 3.5);
c) powierzchnię istotnie ważną, zaznaczoną na rysunkach wyrobów lub odpowiednio oznakowanych próbkach;
d) rodzaj, stan i sposób wykończenia metalu podłoża, w przypadku gdyby któryś z tych czynników miał wpływ na własności użytkowe i/lub wygląd zewnętrzny powłoki;
e) miejsce na powierzchni, w którym mogą występować nie dające się uniknąc defekty, takie jak ślady po wieszakach lub miejscach styku;
f) wymagane wykończenie, na przykład: błyszczące, matowe, satynowe lub inne, najlepiej z próbką wykończenia;
g) metody pobierania próbek do kontroli, warunki odbioru lub inne wymagania, jeżeli różnią się od podanych w ISO 4519:1980 (patrz 5.2);
h) normy obejmujące wymagania dotyczące metod badań grubości, korozji lub przyczepności (patrz 5.1).
2.2 Informacje dodatkowe
W razie potrzeby zamawiający powinien podać następujące informacje dodatkowe:
a) specjalne wymagania lub ograniczenia dotyczące przygotowania wyrobów przewidzianych do pokrywania;
b) specjalne wymagania dotyczące odzysku odrzuconych wyrobów;
c) specjalne wymagania zależne od kształtu lub metody wytwarzania przewidzianej do pokrywania części;
d) inne specjalne wymagania (np. chropowatość i tolerancje).
3 Oznaczenie powłoki
3.1 Ogólne
Oznaczenie powinno zawierać następujące elementy (patrz przykład w załączniku A):
a) napis "powłoka elektrolityczna";
b) numer normy europejskiej, której wymagana powłoka powinna odpowiadać;
c) łącznik;
d) kod metalu podłoża (patrz 3.2);
e) ukośnik;
f) dodatkowo stosowane kody, oddzielone za pomocą ukośników, dla każdego etapu nakładania powłoki (w kolejności nakładania)(pztrz 3.3 i 3.5).
Podwójne ukośniki powinny być stosowane do zaznaczenia pomijanych etapów (to jest w przypadkach, w których wykonanie danego etapu nie jest wymagane).
UWAGA 1: Dopuszczalne tolerancje składu i czystości wyszczególnione w oznaczeniu są podane w odpowiednich normach europejskich, dotyczących określonych powłok.
UWAGA 2: Zaleca się, aby przy dokonywaniu wyboru zamawiający był poinformowany, jakie warunki użytkowania powinna wytrzymać powłoka, co jest wyrażone przez oznaczenie warunków użytkowania (patrz tablica B.1).
3.2 Metal podłoża
Metal podłoża powinien być oznaczony jego symbolem chemicznym (lub symbolem głównego składnika stopu)(patrz tablica A.1).
UWAGA: Zaleca się, by po symbolu chemicznym następowało znormalizowane oznaczenie metalu podłoża.
3.3 Powłoki metalowe (metale powłokowe)
Powłoka metalowa jest oznaczana symbolem chemicznym (symbolami chemicznymi) elektrolitycznie osadzanego metalu lub metali (w przypadku powłoki stopowej) i bezpośrednio następującymi po nim:
a) liczbą podającą minimalną grubość miejscową warstwy w mikrometrach (patrz rozdział 4);
b) literami wskazującymi na typ powłoki, jeżeli są stosowane różne typy (patrz niżej).
W przypadku gdy powłokę metalową stanowi stop, wówczas symbol głównego składnika powinien poprzedzać symbole chemiczne wszystkich grugorzędnych składników. Po każdym symbolu chemicznym drugorzędnego składnika powinna następować liczba całkowita w nawiasach, oznaczająca jego nominalną masę wyrażoną w procentach (patrz 3.1 uwaga 1). Jeżeli jednak masa drugorzędnego składnika wyrażona w procentach jest mniejsza niż 1%, wówczas powinna ona być oznaczona z dokładnością do jednego miejsca dziesiętnego.
W przypadku gdy metal powłoki jest metalem szlachetnym (np. złoto lub srebro), powłoka metalowa powinna być oznaczona symbolem chemicznym i następującą bezpośrednio po nim liczbą w nawiasach, oznaczającą minimalną zawartośc metalu szlachetnego w powłoce, wyrażoną jako masa, w procentach, z dokładnością do jednego miejsca dziesiętnego.
Znak dziesiętny powinien być poprzedzony przecinkiem.
W przypadkach gdy wymagane jest podanie typu powłoki metalowej, np. chrom z mikrospękaniami, typ powinien być oznaczony za pomocą jednej lub więcej liter, tak jak określono w normie europejskiej podającej wymagania dotyczące tych powłok.
3.4 Rodzaj powłoki
3.4.1 Rodzaje powłoki niklowej i chromowej
Rodzaj powłoki niklowej i chromowej powinien być oznaczony właściwym symbolem zgodnym z tablicą 1.
UWAGA 1 Grubości czarnego chromu mieszczą się w zakresie od 0,5 μm do 2 μm.
UWAGA 2 Grubości mikrospękanego chromu zmieniają się w granicach od 0,3 μm do 0,8 μm w zależności od procesu zastosowanego w celu uzyskanie efektu mikrospękania. W przypadku niektórych procesów, aby uzyskać wymaganą siatkę spękań niezbędne jest osadzenie powłoki o gubości około 0,8 μm, a niekiedy większej. Wymaganą powłokę można uzyskać przez osadzenie w odpowiednich kąpielach pojedynczej lub podwójnej powłoki chromowej jak też przez osadzenie zwykłej powłoki chromowej na warstwę mikrospękanego niklu o gubości od 1 μm do 3 μm, osadzoną na powłoce b, s, p lub d.
UWAGA 3 Mikroporowaty chrom jest często otrzymywany poprzez osadzenie chromu na specjalną cienką warstwę niklu, zawierającą obojętne, nie przewodzące cząstki; specjalna warstwa niklu jest nakładana na powłokę niklową b, s, p lub d.
UWAGA 4 W przypadku osadzonego mp lub mc chromu, może nastąpić zmniejszenie połysku po okresie użytkowania co może być nie do przyjęcia w niektórych zastosowaniach. Ta skłonność może być zmniejszona poprzez zwiększenie minimalnej grubości chromu do 0,5 μm w każdym przypadku, w którym mikroporowaty lub mikrospękany chrom jest podany w tablicach od A.2 do A.4: "Dobór powłok"
3.4.2 Rodzaje i grubość powłoki miedziowej
Wszystkie powłoki miedziowe stosowane na żelazo lub stal powinny być osadzone w kąpieli cyjankowej do uzyskania grubości od 3 μm do 8 μm.
Wszystkie powłoki niklowe na stopach cynku powinny być stosowane na podwarstwie miedzi nakładanej w kąpieli cyjankowej do uzyskania grubości nie mniejszej niż 8 μm.
UWAGA W przypadku gdy wymagane są powłoki miedziowe grubsze niż 10 μm, zwiększenie grubości zwykle uzyskuje się w kwaśnych elektrolitach o wysokiej zdolności wygładzania.
3.5 Obróbka cieplna
Rodzaj obróbki cieplnej powinien być podany zgodnie z normą EN 1403.
Oznaczenie obróbki cieplnej powinno obejmować:
a) litery "HT";
b) w nawiasach, minimalną wymaganą temperaturę, w stopniach Celsjusza;
c) czas trwania, w godzinach.
Przykład: Obróbka cieplna wykonywana w czasie 3 h w minimalnej temperaturze 190 oC ma następujące oznaczenie:
HT(190)3
UWAGA 1 Procedury wykonania obróbki cieplnej i kategorie dotyczące wyżarzania odprężającego przed procesem są podane w ISO 9587 a dotyczące usuwania korozji wodorowej po procesie w ISO 9588, ale inne warunki mogą być określane pezez zamawiającego jeżeli mogą one okazać się bardziej efektywne.
UWAGA 2 Obróbka cieplna zgodnie z zalecanymi warunkami nigdy nie może gwrantować całkowitego uniknięcia korozji wodorowej i zaleca się aby badania były sprecyzowane ilekroć jest to możliwe. Uniknięcia uszkodzenia badanych próbek zapewnia zaufanie do procedury w stopniu zależnym od ilości przebadanych próbek.
3.6 Obróbki dodatkowe
3.6.1 Powłoki konwersyjne
Powłoki konwersyjne powinny być określane zgodnie z odpowiednią normą europejską.
3.6.2 Inne obróbki dodatkoweObróbki dodatkowe, inne niż konwersyjne, powinny być określane zgodnie z załącznikiem C.
UWAGA: Inne obróbki dodatkowe są dokładniej opisane w normach europejskich, które dotyczą określonych powłok.